Разновидности систем автокалибровок стола 3D-принтера

Что такое автоматическая калибровка стола и для чего она нужна?
При печати на столе 3д принтера слой за слоем формируется 3D модель. Для того чтобы модель крепко держалась на столе в процессе печати, а также сохраняла свою геометрию, поверхность столика должна находиться в правильном положении, а именно – быть параллельной плоскости осей X и Y, в которых перемещается печатающая голова принтера. Процесс выравнивания наклона поверхности стола называют калибровкой. На домашних принтерах с небольшими столиками на картезианских кинематиках калибровку зачастую производят вручную, подкручивая винты, которыми столик прикреплён к несущей платформе. Однако, этот процесс можно автоматизировать, как для экономии времени, так и для бОльшей точности. Принцип автокалибровки обычно заключается не в выравнивании поверхности стола. При помощи датчика формируется карта высот по всей поверхности стола. Иногда может понадобиться небольшая финальная подгонка высоты плоскости стола через Z Offset, и всё, принтер готов печатать на наклонённой или неровной плоскости. С помощью такой автокалибровки получается добиться хорошей адгезии пластика со столом, а также появляется возможность сохранить правильную геометрию модели. При этом, даже во всем известной прошивке Marlin используются скрипты, позволяющие сохранить геометрию модели при довольно сильном наклоне стола 3D принтера. Об автоматической калибровке уровня стола 3д принтера задумывались ещё во времена создания первых моделей принтеров в рамках проекта REPRAP. Уже в 2015ом году был далеко не один метод автокалибровки стола 3D принтера, и со временем их количество, само собой, только увеличивается. Есть методы подешевле и подороже, точные и не очень. Какой же из них выбрать?
Чёткого ответа на этот вопрос нет, однако, мы поможем немного разобраться в принципах их работы, укажем основные преимущества и недостатки датчиков и дадим пищу для размышлений на эту тему.
Где приобрести запчасти для 3д принтера?
Комплектующие для 3d принтеры купить можно в нашем магазине 3DIY
Механический концевой выключатель
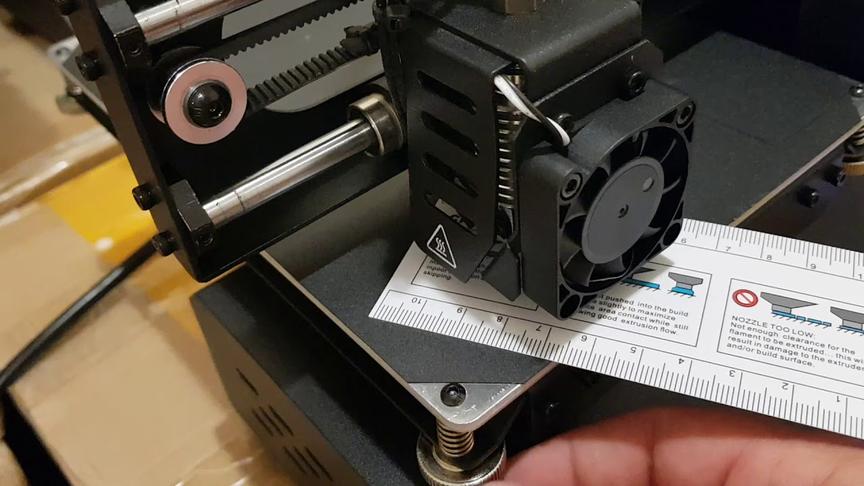
Под автокалибровку можно использовать даже обыкновенный механический концевик, и это вовсе не теоретическое утверждение! На картинке выше - пример такого использования: концевой выключатель зафиксирован на рычажке, точка опоры которого крепится к валу сервопривода. В процессе калибровки рычажок с концевиком опускается ниже сопла принтера, таки образом переходя в рабочее положение. Каретка печатающей головы опускается к столу до момента пока не сработает концевик. Таким образом считываются показания высоты поверхности стола. Диапазон рабочих температур у механического концевика в среднем достигает восьмидесяти градусов цельсия. Это стоит учитывать, ведь если установить такой выключатель в камеру с активным подогревом до сотни градусов, он просто не будет исправно работать.
Основной плюс такой системы с механическим концевиком – это её дешевизна. Однако у такой системы имеются и свои минусы, связанные в первую очередь с минусами механических выключателей. У них не такая высокая повторяемость, как у других датчиков, да и точность тоже не гарантирует ювелирно откалиброванный стол. Конкретно эта система автокалибровки выглядит очень нестандартно, но вряд-ли её внешний вид можно назвать презентабельным.
Датчик BL Touch

BL Touch – пожалуй, самый распространённый датчик для автокалибровки уровня стола 3д принтера. Оригинальный датчик периодически дорабатывается и обновляется, а помимо него можно найти и более дешёвые реплики этого датчика от других производителей. Обычно их именуют 3d Touch.
Оригинальный BL Touch построен на базе датчика эффекта Холла, который реагирует на изменения магнитного поля. В выходящий из корпуса щуп встроен магнит, который и взаимодействует с датчиком Холла в процессе автокалибровки. Сам щуп контактирует непосредственно с поверхностью стола, опускаясь ниже сопла при снятии показаний. Сам процесс автокалибровки довольно прост. Печатающая голова принтера с датчиком на борту перемещается от точки к точке по всей поверхности стола. В каждой точке голова принтера опускается к нагревательному столу, а BL Touch делает замеры, после чего голова принтера перемещается в следующую точку. Таким образом формируется сетка высот поверхности стола.
В чём же плюсы оригинального BL Touch?
Он изначально спроектирован под использование в 3д принтере, универсален, и имеет хорошую точность. Из минусов можно выделить довольно высокую стоимость оригинального BL Touch, хотя, при желании, можно найти хорошую реплику значительно дешевле. Ещё один минус – это, хоть и редкие, но всё же случающиеся ложные срабатывания.
Помимо реплик BL Touch от других производителей, в интернете можно найти инструкции по изготовлению реплики в домашних условиях. Зачастую для этого будет необходим какой-либо сенсор или концевой выключатель, не обязательно являющийся датчиком Холла и маленький сервопривод. Корпус реплики обычно печатают на 3д принтере.
Индуктивные датчики

Принцип работы индуктивного датчика заключается в измерении магнитного поля. Как только в этом поле появляется металлический предмет, оно изменяется, а датчик это фиксирует. Датчик фиксируют на печатающую голову принтера, как и BL Touch. Индуктивные датчики насчитывают довольно большой модельный ряд, они отличаются, точностью, массой, дальностью срабатывания и так далее. Есть и пример специализированного датчика под 3D принтер, а именно - Pinda Probe, разработанный под оригинальные принтеры Джосефа Пруши.
У датчика на данный момент вышла уже третья версия, которая называется SuperPINDA.

Предыдущая версия - PINDA2 – имела на борту встроенный термистор, чтобы при калибровке получать данные, по которым компенсируется температурный дрейф датчика для дополнительной точности. В последней же версии высокая точность достигается благодаря более медленному процессу калибровки.
К сожалению, в интернете нам не удалось найти хотя бы примерные значения погрешности этого датчика, но в целом, его владельцы оставляют положительные отзывы.
Датчик крепится на голову 3D принтера, и другие индуктивные сенсоры или BL Touch.
На рынке существует много моделей универсальных датчиков от разных производителей, которые можно адаптировать под нашу задачу. Одна из самых популярных моделей называется LJ12A3-4-Z/BX. Благодаря своим характеристикам датчик нередко используется и в 3D принтерах, в других станках с ЧПУ, благодаря чему в интернете есть уже немало статей о подключении и реальном опыте использования таких сенсоров. Его погрешность в среднем может составлять две сотые миллиметра, чего вполне достаточно для автокалибровки стола.
Из плюсов можно отметить хорошую точность таких датчиков, надёжность, долговечность и распространённость.
У индуктивных датчиков есть один заметный недостаток – они реагируют именно на металлические объекты. Соответственно, если поверхность столика принтера стеклянная, на неё датчик не обратит внимание. Однако, он может среагировать на другие элементы нагревательного стола и его платформы.
Ёмкостные датчики

Ёмкостные датчики внешне напоминают индуктивные, и устанавливаются аналогичным образом – на печатающую голову принтера. У них есть весомое преимущество – ёмкостные датчики реагируют на значительно бОльший спектр материалов, в сравнении с индуктивными сенсорами.Принцип его работы следующий: Датчик с системой коммутации расположен под специальным защитным слоем. Два проводящих элемента, находящиеся в непосредственной близости друг к другу, имеют способность накапливать электрический заряд. Меру этой способности и называют электрической емкостью. Она возникает между проводящим слоем заземления и контактной площадкой самого датчика. Когда к датчику начинает приближаться некий предмет, происходит изменение общей емкости системы, что датчик и фиксирует.
Пример ёмкостного датчика, адаптированного под автокалибровку уровня стола 3д принтера - ёмкостный датчик приближения Ezabl Pro.
В комплекте с ним идёт маленькая плата-микроконтроллер, которая упрощает подключение к плате управления 3D принтера и помогает подвести питание к датчику.
Основные плюсы таких датчиков:
В комплекте с ним идёт маленькая плата-микроконтроллер, которая упрощает подключение к плате управления 3D принтера и помогает подвести питание к датчику.
Основные плюсы таких датчиков:
- Малый габаритный размер
- Достаточно высокая точность измерений
- Долговечность и надежность
- Относительно невысокая цена;
Однако есть и небольшие ограничения: объект, приближающийся к датчику, должен хотя бы слабо проводить ток.
Тензометрические датчики
Датчики такого типа реагируют на деформацию тензорезистора, преобразуя энергию деформации в электрический сигнал. И эти датчики тоже используются для автокалибровки уровня стола 3D принтера! Зачастую тензодатчик фиксируется в печатающего голове принтера, при чём, таким образом, чтобы усилие, возникающее при контакте сопла принтера с поверхностью стола, передавалось на него и фиксировалось. Таким образом получается система с контактным датчиком, а роль щупа выполняет непосредственно сопло 3D принтера. Тензодатчики можно разместить и под поверхностью стола 3D принтера. Там они также будут фиксировать усилие при контакте стола и сопла 3D принтера.
Плюсы использования таких датчиков – это возможность установки в незаметное от глаз место в печатающей голове. А ещё – хорошая термостойкость, некоторые разновидности тензодатчиков работают без сильного повышения погрешности при температурах более сотни градусов и выше.
Основной минус их использования – необходимость проектировать под датчик печатающую голову так, чтобы усилие от сопла хотенда переходило в чувствительную зону тензорезистора.
Пьезоэлектрический датчик

Эти датчики представляют собой металлическую пластину с двух сторон которой имеется специальное напыление из пьезокерамики. Если к пластине будет приложена некоторая сила, она преобразуется в электрическое напряжение, которое как раз датчик и зафиксирует. Есть и другие разновидности пьезодатчиков, но для калибровки уровня стола лучше всего подойдут именно такие пластины. Они имеют весьма маленькую стоимость и в определённых условиях фиксируют даже лёгкие постукивания пальцем. Есть, конечно и недостатки, например, сильный нагрев и последующее охлаждение приводит к ухудшению пьезоэлектрических свойств. Причём, при нагреве датчик становится более чувствительным, а после охлаждения чувствительность ослабевает, уменьшаясь ниже первоначального значения. Из этого вытекает необходимость устанавливать датчики в местах, не подвергающихся сильному нагреву. Закрепить их в хотэнде в зоне нагрева или непосредственно рядом с нагревательным элементом стола не получится – они довольно быстро выйдут из строя. Соответственно, их придётся спрятать подальше от нагрева, однако установить такой датчик по-прежнему можно как под стол, так и в печатающую голову 3D принтера.
Тонкопленочные FSR сенсоры – датчики давления

Эти сенсоры внешне напоминают пьезопластины, но измеряют немного другие величины, а именно величину давления, силу нажатия или вес.
Сенсор состоит из двух слоев, которые разделены специальной прокладкой. Чем сильнее мы на него давим, тем лучше становится контакт между дисками активных элементов и полупроводником. В результате сопротивление начинает уменьшаться.
Принцип работы данного варианта заключается в следующем: под поверхностью печатного стола 3D принтера размещается несколько таких датчиков. Как только носик сопла экструдера касается поверхности печатного стола 3D принтера, он производит давление, которое определяет датчик давления и формирует сигнал. И с пьезопластинами и с FSR датчиками сопло используется в качестве щупа. Таким образом, нет необходимости устанавливать какую-либо дополнительную конструкцию на печатающей голове принтера, сохраняя её первоначальную массу и габариты. Такие системы автокалибровки будут менее заметны невооружённым взглядом.
Можно встретить и варианты установки FSR сенсора непосредственно в печатающую голову 3д принтера. Такая установка потребует только один такой датчик, но конструкцию головы, скорее всего, нужно будет сильно переработать.

Ещё одна разновидность – вот такой датчик автокалибровки, который при каждой калибровке нужно устанавливать, а затем снимать. Это тоже FSR сенсор, а поверх него установлена форма под сопло. Датчик фиксируется на сопло и реагирует, когда сопло начинает прижимать его к столику. Такая конструкция имеет уникальный метод крепления – с одной стороны это позволяет избежать дополнительных конструкций на печатающей голове принтера, а с другой – при каждой автокалибровке его придётся установить вручную, что делает калибровку менее автоматической.
Из плюсов стоит отметить стоимость такого датчика, простоту использования.
Основным его недостатком является не самый удобный процесс установки.
Ультразвуковые датчики приближения не очень подходят на роль датчика для калибровки уровня стола 3д принтера. В датчике есть источник ультразвука, и расстояние до объекта измеряется через отражённый ультразвук. Обычно такие датчики работают в более длинных диапазонах, и имеют погрешность в несколько десятых миллиметра, а такие характеристики никак не подойдут для наших задач, где желательно получать измерения с точностью хотя бы в пару сотых миллиметра.
То же самое касается оптических датчиков с лазером, на подобие лазерных дальномеров. Зачастую они используются для измерений, исчисляющихся в сантиметрах и метрах, и используются в ситуациях, где не нужна настолько ювелирная точность, которая нам как раз необходима. Конечно, можно найти датчики отражённого света достаточной точности, но они стоят значительно дороже ранее перечисленных вариантов.
Оптические концевые выключатели.
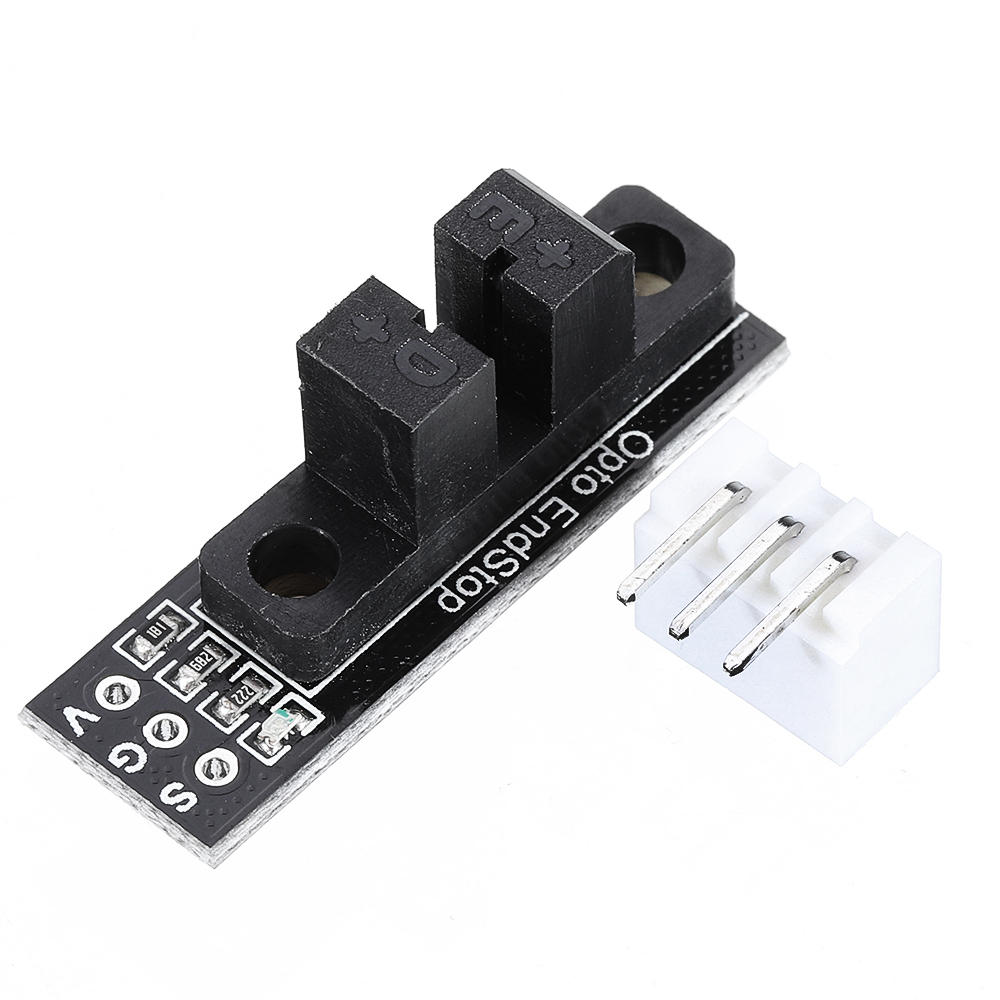
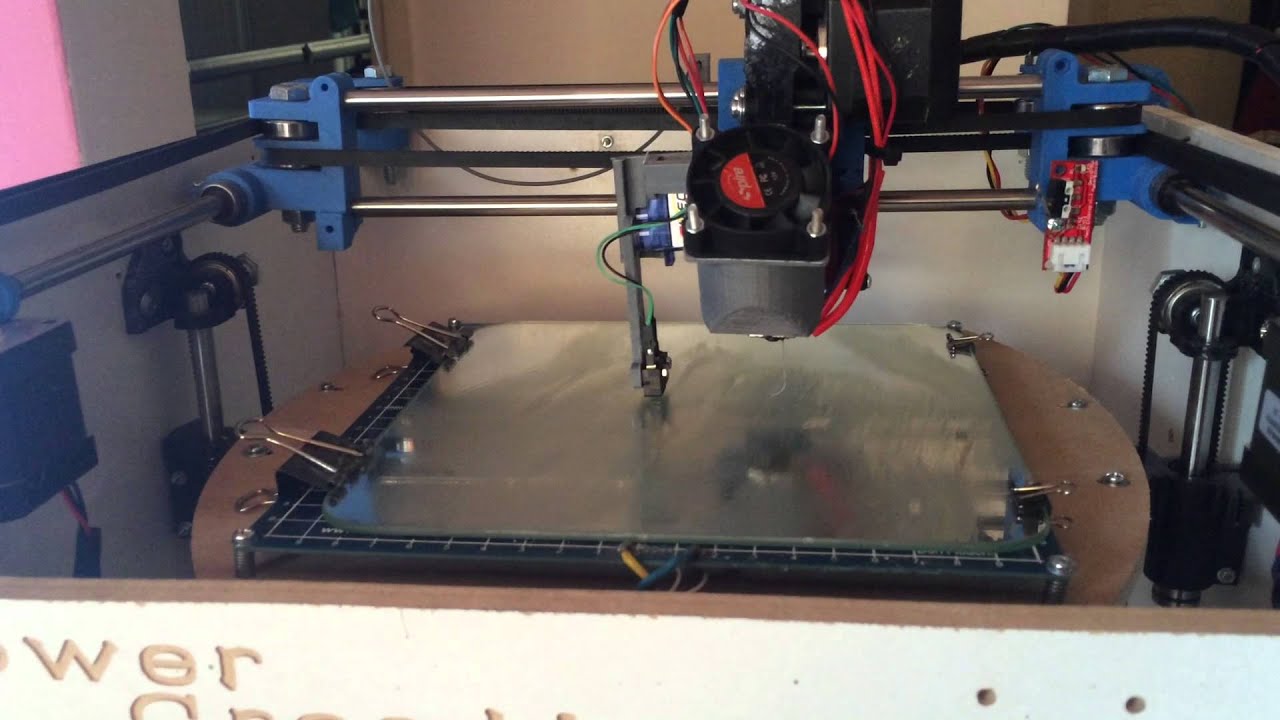
Оптический концевик, который часто используют для отметки нулевого положения по осям в 3D принтерах, тоже можно использовать для автокалибровки стола. В рабочей области датчика проходит поток инфракрасного света, его наличие фиксируется сенсором с другой стороны рабочей области. Если поток света прервать, концевой выключатель это зафиксирует. Одно из распространённых решений для автокалибровки уровня стола на базе оптического концевого выключателя – это самодельный BFP Touch. Инструкцию по его созданию можно найти в интернете и в частности на Youtube. По сути, это реплика BL Touch, здесь всё работает по схожему принципу, но за основу взят другой тип датчика.
В плюсы такого решения стоит записать его стоимость, доступность комплектующих, а также большое количество крепежей на печатающую голову принтера.
Минусом является необходимость полностью самостоятельного изготовления, в процессе которого можно столкнуться с разными трудностями. Впрочем, вряд-ли инженер-энтузиаст посчитает это минусом :)
Есть ещё один способ установки оптического датчика, который можно встретить в современных 3D принтерах - хотэнд сделан подвижным по оси Z, относительно собственной каретки, а оптический концевик спрятан над ним в конструкции печатающей головы. В процессе автокалибровки хотенд контактирует со столом, при этом немного приподнимаясь по оси Z. Это поднятие фиксируется оптическим концевиком, и на основе этих показаний строится карта высот поверхности столика. Щупом в такой системе выступает хотэнд с соплом.
Плюсы такого решения в компактном внешнем виде. Нет дополнительных конструкций сбоку от печатающей головы, что смотрится более презентабельно.
Минусом является сложность разработки и монтажа такой системы в домашних условиях.
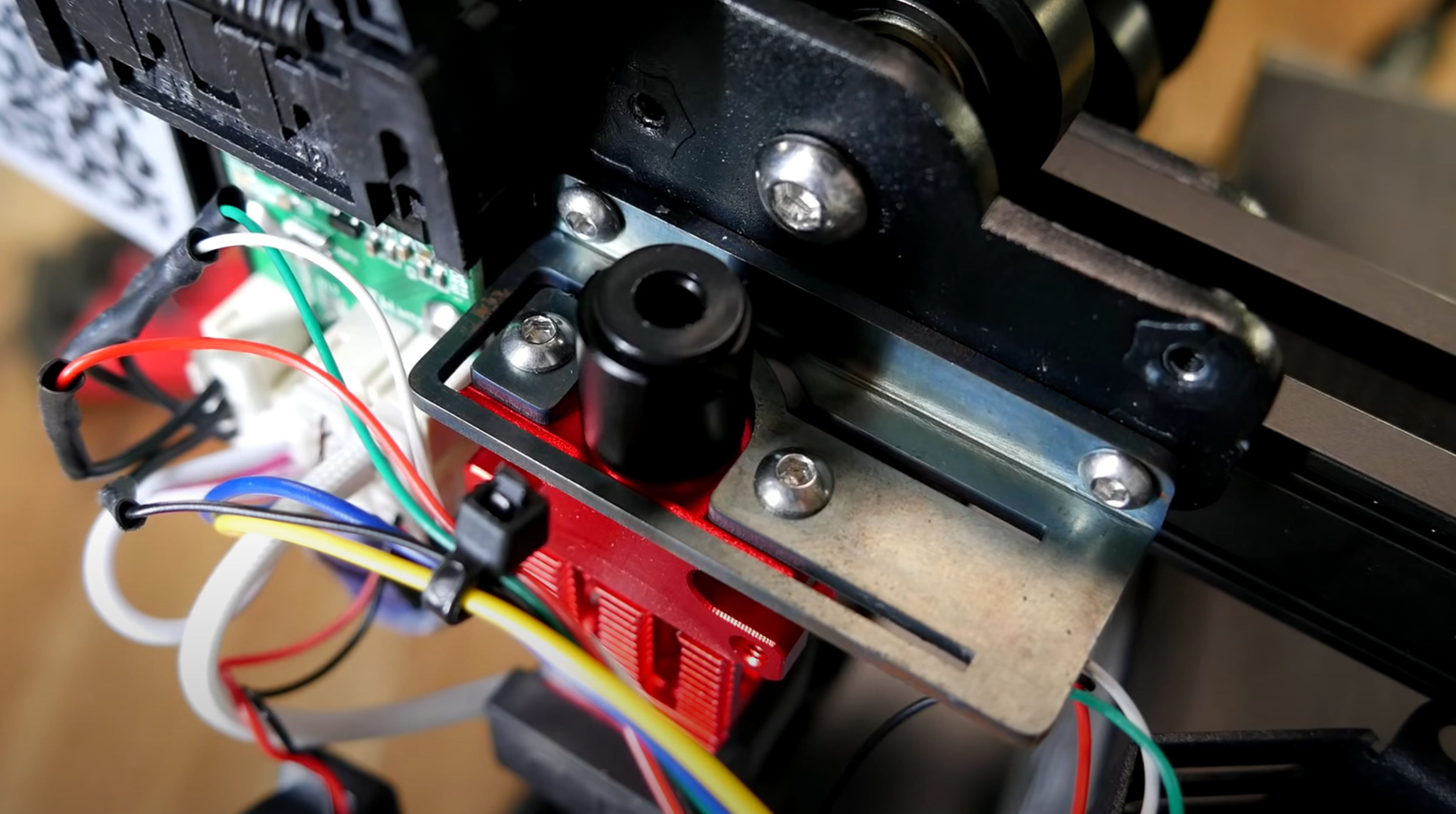
Для автокалибровки уровня стола не обязательно использовать какой-либо датчик. Существуют системы, в которых сигнал о касании стола фиксируется разрывом в электрическойцепи. Система работает следующим образом:
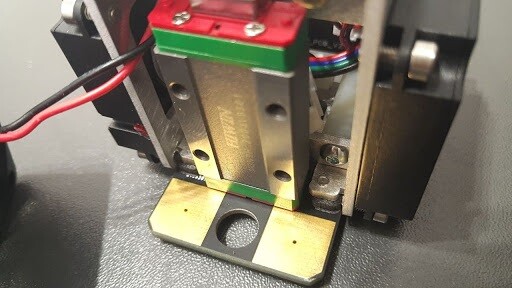
Хотэнд установлен на короткую рельсовую направляющую и способен перемещаться по оси Z независимо от своей каретки, если к нему приложить усилие снизу. На нижней части радиатора расположены одна или несколько контактов или контактных площадок, которые замыкаются другими контактными площадками, закреплёнными на каретке экструдера. При калибровке принтер опускает каретку экструдера на стол до тех пор, пока сопло не столкнётся с поверхностью стола. При столкновении сопло немного поднимет хотенд с радиатором относительно остальной каретки экструдера. Цепь с контактными площадками разомкнётся, что даст сигнал, равносильный сигналу срабатывания датчика.
Такая система калибровки фактически вшита в конструкцию печатающей головы и практически не занимает дополнительного места. Помимо этого, она обладает весьма хорошей точностью.
Как можно было догадаться ещё по примеру с механическим концевым выключателем, с любым из выше перечисленных типов датчиков, и индуктивным и емкостным и FSR сенсором и так далее, можно соорудить свою уникальную систему калибровки. Тот же FSR датчик давления можно установить, как под поверхность нагревательного стола, так и на печатающую голову принтера. К индуктивному датчику можно добавить металлический щуп и получить некое подобие BL Touch. А можно заморочиться ещё сильнее, и взять за основу системы для автокалибровки датчик, реагирующий на звук. Настроить его, чтобы он реагировал именно на звук прикосновения сопла хотэнда к поверхности нагревательного стола и радоваться созданию нового уникального решения. ну и так далее. Разновидностей таких систем можно придумать довольно много.
Итоги
Чем же лучше калибровать уровень стола 3D принтера? Однозначного ответа на этот вопрос, как мы и говорили в начале, нету.
Можно разбить FDM 3D принтеры по классам и попробовать ответить на этот вопрос развёрнуто. Для домашних некоммерческих 3D принтеров с малой областью печати и картезианской кинематикой можно вообще не использовать автокалибровку стола, ведь, вполне вероятно, что это просто не стоит своих усилий. Маленькие столики калибровать вручную несложно, и если не носить 3D принтер из комнаты в комнату после каждой печати, то правильный уровень стола сохранится и после десятой напечатанной модели подряд. Зачастую, желанием установить автоуровень стола на такой принтер движет именно энтузиазм, а не жизненная необходимость. В таком случае, можно выбрать любой из перечисленных вариантов или вообще разработать какой-то новый. Ну, а если желания чересчур сильно заморачиваться с автокалибровкой нет, то можно приобрести качественную реплику BL Touch.
Если же говорить о принтерах с Delta-кинематикой, ситуация сильно меняется. Эта кинематика очень нуждается в автокалибровке, потому что зачастую калибровка уровня стола может с легкостью слететь и после первой же печати. А ручная калибровка уровня стола на такой кинематике намного сложнее, чем на Prusa-подобной или любой другой картезианской кинематике.
Если говорить о принтерах коммерческого сегмента – автокалибровка столика может сэкономить время при работе фермы принтеров, и наверняка будет полезна. Никому не придётся периодически тратить пару минут своего рабочего времени на подкручивание гаек или барашков, если речь идёт об одном принтере. Если же говорить о двадцати, то время на ручную калибровку пропорционально увеличится, в то время как автокалибровку можно запустить нажатием пары кнопок или же вовсе включить функцию, при которой автокалибровка будет автоматически происходить перед каждой печатью.
Ну и напоследок хотелось бы вспомнить о промышленных FDM и FGF принтерах и их особенностях калибровки. Стол на таких принтерах может занимать площадь в несколько квадратных метров, при этом далеко не всегда при печати используются сопла сильно большего диаметра, в сравнении с домашними FDM принтерами. Соответственно, под такую небольшую высоту слоя и высокую детализацию модели ровный стол будет просто жизненно необходим. И речь тут вновь идёт о погрешностях в сотые миллиметра, вот только теперь эта погрешность должна распространяться на несколько квадратных метров, и подкручивание гаек и барашков, скорее всего, никак не поможет. Иными словами, промышленные принтеры никак не могут обойтись без автокалибровки уровня стола, ведь они обязаны выполнить свою работу качественно и своевременно, а вручную откалибровать огромный стол такого принтера может быть и невозможно.
Товары из статьи




Это интересно






- Комментарии
Загрузка комментариев...
